























In biopharmaceutical production, single-use bags are only as reliable as the environment, materials and controls behind their manufacture. That is why ISO standards and cleanroom classification matter so much in single-use bag production.
The goal is not only to make a bag, but to ensure that the final consumable is suitable for critical bioprocess use. That means controlling particulate load, validating materials, documenting traceability and manufacturing under conditions that reduce contamination risk from the start.
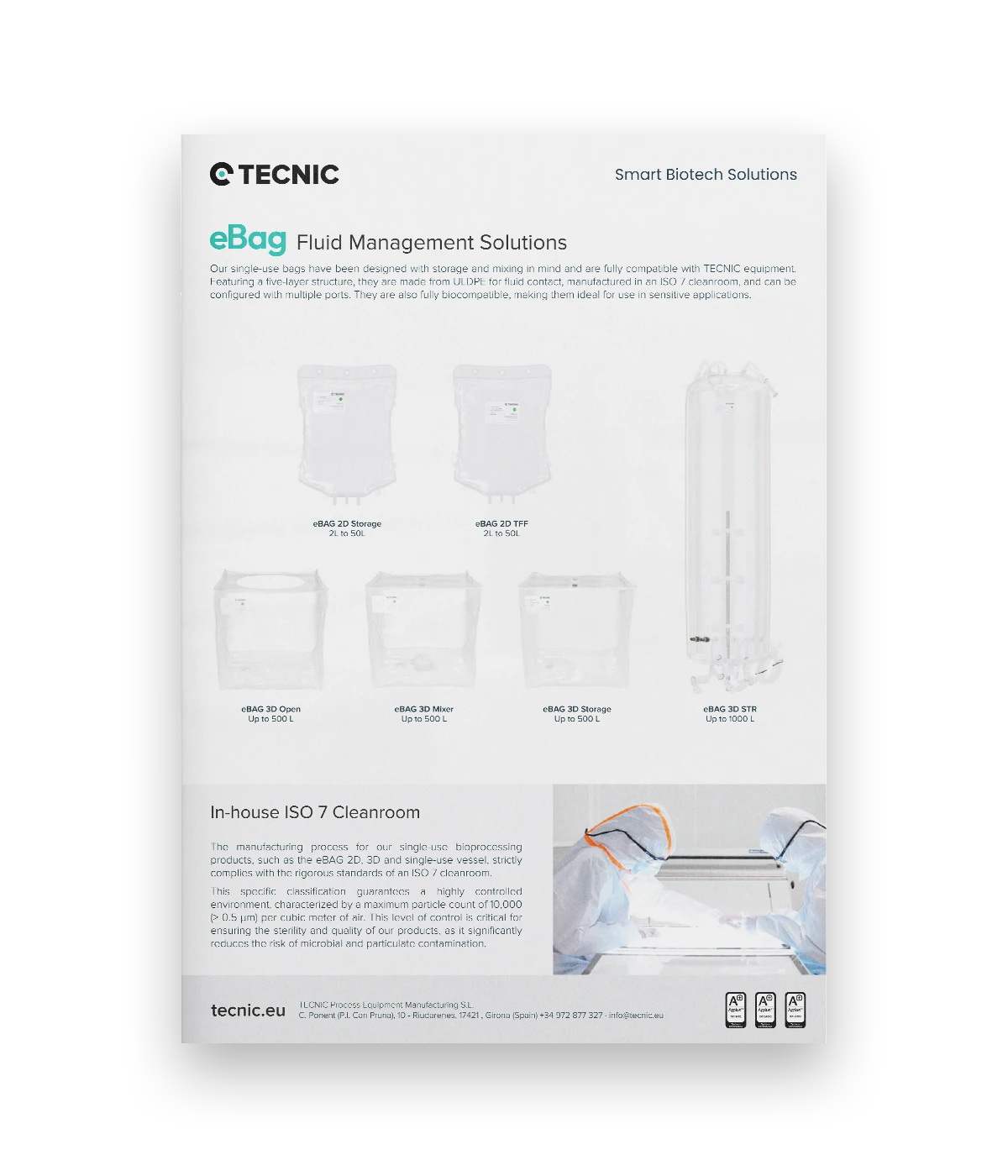
ISO 7 cleanroom manufacturing helps ensure that single-use bags are produced under controlled conditions that support safety, quality and consistency in bioprocessing.
Why ISO compliance matters in single-use bag manufacturing
Single-use bags are used in processes where contamination, material consistency and particulate control can directly affect product safety and process reliability. That is why manufacturing standards are not a secondary issue, they are part of the technical value of the consumable itself.
Regulatory compliance supports traceability, repeatability and suitability for use in controlled biopharmaceutical environments. Without that framework, the bag may still exist as a physical product, but not as a properly controlled bioprocess consumable.

In regulated bioprocessing, compliance is part of product performance, not a separate administrative layer.
Key regulations and standards for single-use bag manufacturing
Single-use bag production is guided by several relevant standards that cover quality systems, cleanroom classification, sterilization, biocompatibility and particulate control.
Supports quality management and traceability for critical manufactured consumables.
Defines cleanroom classes based on airborne particle concentration.
Applies to radiation sterilization processes used for sterile consumables.
Addresses biocompatibility requirements for materials in contact with biological or pharmaceutical products.
GMP requirements and USP particulate-control references also matter because they reinforce quality expectations in critical pharmaceutical and bioprocess environments.
What ISO 7 means in single-use bag manufacturing
ISO 7 refers to a classified cleanroom environment under ISO 14644-1. The goal is to control airborne particulate load so that manufacturing takes place in conditions appropriate for sensitive consumables used in regulated processes.
In practice, that means filtration, controlled airflow, environmental monitoring and disciplined manufacturing behavior. It is not only about a label on the room, but about maintaining stable conditions that reduce contamination risk during production.
TECNIC’s ISO 7 cleanroom approach for single-use bags
TECNIC positions its ISO 7 cleanroom as a central part of how it manufactures single-use bags under controlled conditions. That cleanroom logic is tied to particle control, HEPA filtration, environmental monitoring, controlled assembly and traceable manufacturing workflows.
This matters because the cleanroom is not presented only as infrastructure, but as part of a broader system that also includes certified materials, validation steps, testing routines and sterilization control.

Main benefits of regulated single-use bag manufacturing
Manufacturing single-use bags under controlled standards offers practical value far beyond basic compliance.
Controlled manufacturing reduces the chance of unwanted particles or contaminants entering the final consumable.
Documented manufacturing steps support audits, investigations and regulatory confidence.
Consumables made under recognized standards fit more naturally into regulated production facilities.
High-quality single-use consumables help maintain consistency as processes move from development to production.
Standards and purpose comparison table
The table below summarizes the main role of the standards referenced in the article.
| Standard or framework | Main focus | Why it matters for single-use bags |
|---|---|---|
| ISO 13485 | Quality management and traceability | Supports consistency and documented manufacturing control |
| ISO 14644-1 | Cleanroom classification | Defines controlled airborne particle limits for manufacturing environments |
| GMP | Good manufacturing practices | Supports integration into regulated pharmaceutical production |
| USP <788> and USP <789> | Particulate control | Relevant where particulate contamination must be minimized |
| ISO 11137 | Radiation sterilization | Supports validated sterilization of single-use consumables |
| ISO 10993 | Biocompatibility | Helps verify material compatibility with biological and pharmaceutical products |
No single standard covers everything. The manufacturing value comes from how multiple standards work together in one controlled system.
Why ISO 7 and validated standards matter in real bioprocessing
In real bioprocesses, single-use bags are not passive accessories. They may carry media, buffers, intermediates or product streams that directly affect process success. That is why their manufacturing background matters to the whole operation.
When the consumable is produced under validated and well-controlled conditions, users gain more confidence in contamination control, traceability and fitness for regulated environments. That is especially important in advanced biopharma, where consistency and reproducibility are critical.
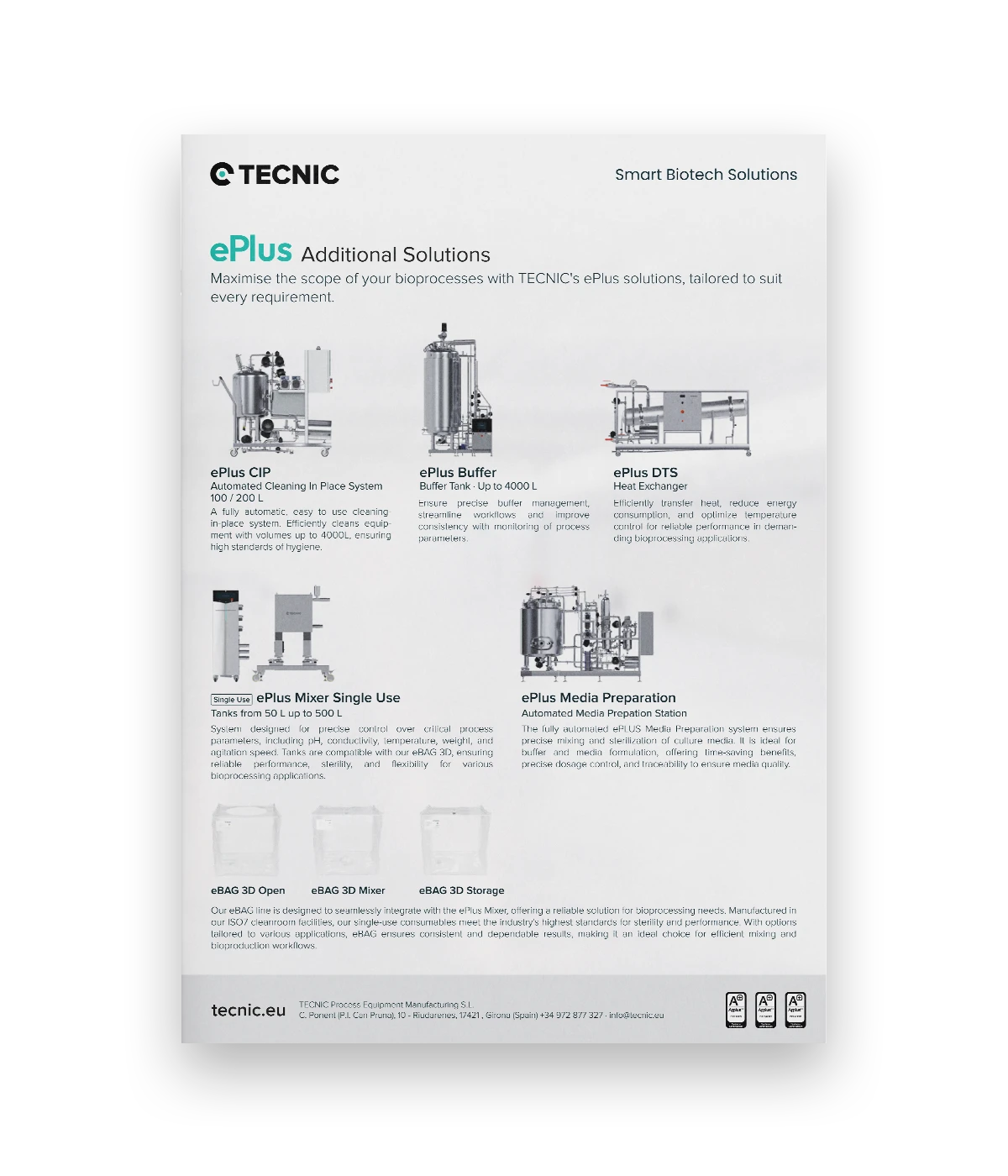
How TECNIC fits this workflow
TECNIC fits this topic directly through its controlled manufacturing of single-use bags and its emphasis on cleanroom production, particle control, material validation and quality-focused assembly for critical consumables.
Single-use supplies
Relevant when consumables must support regulated bioprocesses with strong quality expectations.
Single-use manufacturing plant
Useful for understanding the broader manufacturing context behind TECNIC’s consumables strategy.
Bioprocess technology
Single-use bags only create full value when they integrate properly into the rest of the process equipment and workflow.
Contact TECNIC
When cleanroom manufacturing, material control and validation requirements are important to the project, direct technical discussion is more useful than looking at the consumable in isolation.
This article works best when ISO 7 is framed as part of a wider quality and validation system, not only as a cleanroom label.
Frequently asked questions
Why is ISO compliance important for single-use bags?
Because it supports quality, traceability, contamination control and suitability for regulated bioprocess environments.
What is the difference between ISO 13485 and ISO 14644-1?
ISO 13485 focuses on quality management and traceability, while ISO 14644-1 defines cleanroom classification based on airborne particle levels.
Why does ISO 7 matter in bag manufacturing?
Because ISO 7 cleanrooms help reduce particulate contamination during manufacturing of critical single-use consumables.
What tests are important for single-use bag validation?
Material compatibility, integrity, storage stability, sterilization suitability and biocompatibility are among the key validation areas.
Do single-use bags help sustainability in bioprocessing?
They can reduce water and chemical use associated with cleaning reusable equipment, although they also create disposable-material waste that must be managed responsibly.
Reviewing whether your single-use consumables meet the right manufacturing standards?
Explore TECNIC’s single-use solutions or speak with our team to review the right quality and manufacturing approach for your bioprocess requirements.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}